Uke 45
Torsdag 7.11.2013
Vi fikk beskjed om å bytte ut messing deler fra noen rør i fullgjødsel 4. Vi fikk også mange andre små jobber den dagen, men vi brukte hele dagen på å skru alt fra hverandre og bytte ut messing delene. Små jobben ble satt på noen andre.
Fredag 8.11.2013
I dag hjalp jeg en annen lærling med å lage to stativer som skulle være ferdig til mat. Stativene skulle da bli hentet av en kunde, som skulle bruke de til å holde noe verktøy. De skulle bli målt, kappet, sveiset og syre vasket. Utrolig nok gikk det bra, og resultatet ble bra. I tillegg holdt vi oss innenfor tidsfristen som arbeidsgiveren ga oss.
tirsdag 26. november 2013
Uke 43
Torsdag, 24.10.2013
I dag startet jeg med en annen lærling med å flytte mange rør fra maleverkstedet til PVC'en. Rørene var malt gule, fordi det skal være lett å se hva som er i røret på grunn av fargekoden. Deretter dro jeg, to fagmenn og en annen lærling til fullgjødsel 2 B.50. Der hjalp meg og lærlingen til å ta imot rør som fagmennene løftet ned med en kran i taket. Da alle røren var fjernet fra fullgjødsel 2, ble de kastet i en konteiner for svar metall.
Fredag, 25.10.2013
Jobben: Bytte et ødelagt rør i fullgjødsel 2, 7 etasje. Det var slit hull i et bend ( 90 graders sving i et rør), Røret hadde fått hull fordi det bare går fint og litt grovere hvit puler gjennom det.
Planlegging: Først skaffe en arbeidstillatelse, så målte vi den rør biten som vi skulle bytte ut. Finne et rør av samme kvalitet, kutte røret i saga, lage fuge, elektrode sveise det sammen. Inne i det rommet som røret var i, var det enormt mye støv. Vi pratet litt sammen og ble enige om at vi skulle gå med støvmasker for sikkerhetens skyld.
Verktøy: Vinkelsliper, elektrode apparat, talje, stropp, sag.
HMS: PSJA, arbeidstillatelse, nødvendig verneutstyr ( inkludert støvmaske på grunn av mye støv og sveisemaske), at rørbiten var skikkelig festet før den ble sveiste på, ikke miste ting fordi jobben ble gjort på et stillas.
Utførelse: Etter at arbeidstillatelsen var hentet, og røret var målt. Fant vi en ny rørlengde av samme kvalitet som det gamle var av. Jeg kuttet røret i den lengden som det skulle være. På sage brukte jeg en skjærehastighet på 70 M/Min, det var fordi det er svart metall og da kan man ha en høyere skjærehastighet enn det man har på hvit metall (syrefast og rustfritt). Da jeg var ferdig med å kutte lagde jeg fuge med en vinkelsliper. Den hadde omsetningshastighet på 11 000 O/Min, men en skive som hadde Ø 125 mm.
 Illustrasjon fra Google ( har ikke retigheter på dette bilde)
Illustrasjon fra Google ( har ikke retigheter på dette bilde)
På bilde viser både hva et bend er og hva er en fuge er. En fuge brukes når to rør skal sveises sammen, for at det skal være lettere at sveisen legger seg i røret. Med en fuge blir også sveisen sterkere, for da er det slipt ned på vær side og sveisen kommer lengre inn i materialet.
Det ble da sveiset sammen en rør bit og et bend, de ble sveiset sammen med elektrode. I fullgjødsel rigget vi oss opp, fant strøm, koblet opp sveiseapparatet og festet rør biten som skulle bli sveiste på. Etter at røret var sveiste på plass pakket vi sammen og dro tilbake til verkstedet.
Vurdering/resultat: Alt gikk som det skulle, og resultat ble bra fordi det ble tett etter den rør bite ble byttet ut. Vi brukte ikke lengre tid enn det som var planlagt til jobben.
Torsdag, 24.10.2013
I dag startet jeg med en annen lærling med å flytte mange rør fra maleverkstedet til PVC'en. Rørene var malt gule, fordi det skal være lett å se hva som er i røret på grunn av fargekoden. Deretter dro jeg, to fagmenn og en annen lærling til fullgjødsel 2 B.50. Der hjalp meg og lærlingen til å ta imot rør som fagmennene løftet ned med en kran i taket. Da alle røren var fjernet fra fullgjødsel 2, ble de kastet i en konteiner for svar metall.
Fredag, 25.10.2013
Jobben: Bytte et ødelagt rør i fullgjødsel 2, 7 etasje. Det var slit hull i et bend ( 90 graders sving i et rør), Røret hadde fått hull fordi det bare går fint og litt grovere hvit puler gjennom det.
Planlegging: Først skaffe en arbeidstillatelse, så målte vi den rør biten som vi skulle bytte ut. Finne et rør av samme kvalitet, kutte røret i saga, lage fuge, elektrode sveise det sammen. Inne i det rommet som røret var i, var det enormt mye støv. Vi pratet litt sammen og ble enige om at vi skulle gå med støvmasker for sikkerhetens skyld.
Verktøy: Vinkelsliper, elektrode apparat, talje, stropp, sag.
HMS: PSJA, arbeidstillatelse, nødvendig verneutstyr ( inkludert støvmaske på grunn av mye støv og sveisemaske), at rørbiten var skikkelig festet før den ble sveiste på, ikke miste ting fordi jobben ble gjort på et stillas.
Utførelse: Etter at arbeidstillatelsen var hentet, og røret var målt. Fant vi en ny rørlengde av samme kvalitet som det gamle var av. Jeg kuttet røret i den lengden som det skulle være. På sage brukte jeg en skjærehastighet på 70 M/Min, det var fordi det er svart metall og da kan man ha en høyere skjærehastighet enn det man har på hvit metall (syrefast og rustfritt). Da jeg var ferdig med å kutte lagde jeg fuge med en vinkelsliper. Den hadde omsetningshastighet på 11 000 O/Min, men en skive som hadde Ø 125 mm.

På bilde viser både hva et bend er og hva er en fuge er. En fuge brukes når to rør skal sveises sammen, for at det skal være lettere at sveisen legger seg i røret. Med en fuge blir også sveisen sterkere, for da er det slipt ned på vær side og sveisen kommer lengre inn i materialet.
Det ble da sveiset sammen en rør bit og et bend, de ble sveiset sammen med elektrode. I fullgjødsel rigget vi oss opp, fant strøm, koblet opp sveiseapparatet og festet rør biten som skulle bli sveiste på. Etter at røret var sveiste på plass pakket vi sammen og dro tilbake til verkstedet.
Vurdering/resultat: Alt gikk som det skulle, og resultat ble bra fordi det ble tett etter den rør bite ble byttet ut. Vi brukte ikke lengre tid enn det som var planlagt til jobben.
Læreplanmål:
planlegge, beskrive og utføre eget arbeid i tråd med planer, prosedyrer, tegninger, dokumentasjon og standarder
gjøre rede for og utføre arbeidet i tråd med gjeldende krav til helse, miljø og sikkerhet
utføre sveis og heftsveis i tråd med sveiseprosedyrer og spesifikasjoner
feilsøke rør
foreta risikovurderinger i tråd med regler for helse, miljø og sikkerhet
torsdag 14. november 2013
Uke 42
Torsdag, Fredag 17.10.2013 og 18.10.2013
Jobben
Jeg og en fagmann fikk en jobb. Det var å trykkteste konvektorere. En konvektor er som en omvendt radiator, det er fordi den varmer opp fabrikklokaler og verksteder. På verkstedet er det en kovektor, bare mye mindre enn de jeg holdt på med. Det var mange konvektorere som skulle bli trykktestet, rundt 6 stykker.
Planlagt
Med HMS var det; klem og kutt skadet, sikre kovektorernen i kranen i tilfelle den faller ned fra stativene som den står på. Sjekke at konvektoren ligger i posisjon på stativet. Hjelpe truckføreren med navigering. Ikke miste konvektoren på ben.
 Bildet er hentet fra: http://www.biltema.no/ProductImages/61/large/61-322_l.jpg
Bildet er hentet fra: http://www.biltema.no/ProductImages/61/large/61-322_l.jpg
Bildet er ikke av en konvektor, fordi det var vanskelig å finne en godt bilde av en konvektor. Det er bilde av en bilradiator, men den ser veldig lik ut. Forskjellen er at den konvektoren som jeg jobbet med, var ganske mye større. Den har en annen funksjon enn en radiator.
Det ble brukt fastnøkkeler, en trykkluft vannpumpe for å trykkteste.
Først hentet en fagmann en kovektor og la den på stativet. Jeg skrudde på blindflens på alle flense festene bortsett fra to. Det en skulle være til å fylle hele konvektoren med kladt vann.
Det er fordi kladt vann tar ikke mindre volum under atmosfære trykk/bar. Det vil si at det en nesten like mye vann med ikke noe trykk som det er med hundre atmosfære trykk/bar. Dette er en fordel når vi skal trykkteste, for da hvis det er en lekkasje er det ikke veldig farlig. Hvis det hadde vært med luft kunne det ha blitt en eksplosjon, fordi luft kan bli komprimert. Da tar lufta mindre plass og da er det plass til mer luft der og da er stor forskjell mellom der det er trykk og det ikke er trykk.
Jeg brukte også pakninger når jeg skrudde blindflensen og konvektoren sammen. Pakningen i mellom ble brukt for at det skulle være helt tett mellom konvektoren og blindflensen.
Når konvektoren var ferdig trykk testet, ble den hentet av gaffeltrucken, og kom deretter med en ny konvektor som skulle bli tryktestet. Da ble alt gjentatt til den siste konvektoren.
Vurdering av resultat
Til slutt ble det ikke funnet noen lekkasjer i noen av kovektorene som ble trukket i løpet av torsdagen og fredagen. Det var bra at det ikke ble funnet noen lekkasjer for da hadde fagmannen nødt til å sveise det tett igjen. Jobben skjedde i rørleggerverkstedet B.80.
konklusjon
Det gikk problem fritt å trykk teste konvektorene, lærte hvorfor det brukes kaldt vann og hva som er viktig med pakninger når du skal skru en flens tett.
Torsdag, Fredag 17.10.2013 og 18.10.2013
Jobben
Jeg og en fagmann fikk en jobb. Det var å trykkteste konvektorere. En konvektor er som en omvendt radiator, det er fordi den varmer opp fabrikklokaler og verksteder. På verkstedet er det en kovektor, bare mye mindre enn de jeg holdt på med. Det var mange konvektorere som skulle bli trykktestet, rundt 6 stykker.
Planlagt
Med HMS var det; klem og kutt skadet, sikre kovektorernen i kranen i tilfelle den faller ned fra stativene som den står på. Sjekke at konvektoren ligger i posisjon på stativet. Hjelpe truckføreren med navigering. Ikke miste konvektoren på ben.

{kind=link}
Bildet er ikke av en konvektor, fordi det var vanskelig å finne en godt bilde av en konvektor. Det er bilde av en bilradiator, men den ser veldig lik ut. Forskjellen er at den konvektoren som jeg jobbet med, var ganske mye større. Den har en annen funksjon enn en radiator.
Det ble brukt fastnøkkeler, en trykkluft vannpumpe for å trykkteste.
Først hentet en fagmann en kovektor og la den på stativet. Jeg skrudde på blindflens på alle flense festene bortsett fra to. Det en skulle være til å fylle hele konvektoren med kladt vann.
Det er fordi kladt vann tar ikke mindre volum under atmosfære trykk/bar. Det vil si at det en nesten like mye vann med ikke noe trykk som det er med hundre atmosfære trykk/bar. Dette er en fordel når vi skal trykkteste, for da hvis det er en lekkasje er det ikke veldig farlig. Hvis det hadde vært med luft kunne det ha blitt en eksplosjon, fordi luft kan bli komprimert. Da tar lufta mindre plass og da er det plass til mer luft der og da er stor forskjell mellom der det er trykk og det ikke er trykk.
Jeg brukte også pakninger når jeg skrudde blindflensen og konvektoren sammen. Pakningen i mellom ble brukt for at det skulle være helt tett mellom konvektoren og blindflensen.
Når konvektoren var ferdig trykk testet, ble den hentet av gaffeltrucken, og kom deretter med en ny konvektor som skulle bli tryktestet. Da ble alt gjentatt til den siste konvektoren.
Vurdering av resultat
Til slutt ble det ikke funnet noen lekkasjer i noen av kovektorene som ble trukket i løpet av torsdagen og fredagen. Det var bra at det ikke ble funnet noen lekkasjer for da hadde fagmannen nødt til å sveise det tett igjen. Jobben skjedde i rørleggerverkstedet B.80.
konklusjon
Det gikk problem fritt å trykk teste konvektorene, lærte hvorfor det brukes kaldt vann og hva som er viktig med pakninger når du skal skru en flens tett.
Uke 41
Denne uka var jeg på jobb hver eneste dag på grunn av at det var høstferie på skolen.
Mandag, 7.10.2013
I dag laget jeg "tracing" med en fagmann på NII (ammoniakk fabrikken i Yara). Tracing er et lite rør som blir kveilet/lagt rundt et større rør. Det er for at vesken i det store røret ikke skal fyse. I de lille rørene som rundt det store røret pleier det å gå vanndamp gjennom.
Tirsdag, 8.10.2013
I dag var jeg med til salpetersyre området, der var vi tre stykker; to fagmenn og en lærling (meg). Der la vi rør fra en tank og inn i forbrenningsanlegget. Jeg var også brannvakt den dagen, da rørene ble sveiset sammen av en fagmann.
Onsdag, 9.10.2013
Arbeidsgiveren sa at vi som er lærlinger fikk en veldig viktig jobb i dag, det var å vaske alle Bilfinger bilene som rørleggerverkstedet hadde. Det tok halve dagen, etter bilvaskene dro jeg tilbake til salpetersyre området. Jeg forsatte med å være brannvakt ut dagen, fordi det var så mange sveiser og biter på det røret som skulle bli sveiset sammen.
Torsdag, 10.10.2013
Var sammen med fagmennene og monterte nye rør i salpetersyre området (forbrenningsanlegget). Etter at fortsettelsen på røret var montert, sto jeg brannvakt ut dagen.
Fredag, 11.10.2013
Forsatte å stå brannvakt i forbrenningsanlegget i salpetersyreområdet.
Denne uka var jeg på jobb hver eneste dag på grunn av at det var høstferie på skolen.
Mandag, 7.10.2013
I dag laget jeg "tracing" med en fagmann på NII (ammoniakk fabrikken i Yara). Tracing er et lite rør som blir kveilet/lagt rundt et større rør. Det er for at vesken i det store røret ikke skal fyse. I de lille rørene som rundt det store røret pleier det å gå vanndamp gjennom.
Tirsdag, 8.10.2013
I dag var jeg med til salpetersyre området, der var vi tre stykker; to fagmenn og en lærling (meg). Der la vi rør fra en tank og inn i forbrenningsanlegget. Jeg var også brannvakt den dagen, da rørene ble sveiset sammen av en fagmann.
Onsdag, 9.10.2013
Arbeidsgiveren sa at vi som er lærlinger fikk en veldig viktig jobb i dag, det var å vaske alle Bilfinger bilene som rørleggerverkstedet hadde. Det tok halve dagen, etter bilvaskene dro jeg tilbake til salpetersyre området. Jeg forsatte med å være brannvakt ut dagen, fordi det var så mange sveiser og biter på det røret som skulle bli sveiset sammen.
Torsdag, 10.10.2013
Var sammen med fagmennene og monterte nye rør i salpetersyre området (forbrenningsanlegget). Etter at fortsettelsen på røret var montert, sto jeg brannvakt ut dagen.
Fredag, 11.10.2013
Forsatte å stå brannvakt i forbrenningsanlegget i salpetersyreområdet.
onsdag 13. november 2013
Uke 40
Torsdag, 3.10.2013
I dag har jeg vært i full gjødsel 4 i 18 etasje. Jeg og fagmennene tok noen mål av diverse rør som skulle bli erstattet. Vi sammenliknet målene, og gikk tilbake til rørlegger verkstedet for å lage røret. Røret ble kuttet av en sag som er verkstedet, det var jeg som styrte sagen. Jeg hadde lyst til å være med på å montere rør biten, men kunne ikke gå overtid den dagen på grunn av en personlig avtale.
Fredag, 4.10.2013
Denne dagen var jeg ikke på jobb.
Torsdag, 3.10.2013
I dag har jeg vært i full gjødsel 4 i 18 etasje. Jeg og fagmennene tok noen mål av diverse rør som skulle bli erstattet. Vi sammenliknet målene, og gikk tilbake til rørlegger verkstedet for å lage røret. Røret ble kuttet av en sag som er verkstedet, det var jeg som styrte sagen. Jeg hadde lyst til å være med på å montere rør biten, men kunne ikke gå overtid den dagen på grunn av en personlig avtale.
Fredag, 4.10.2013
Denne dagen var jeg ikke på jobb.
Uke 39
Torsdag, 26.9.2013
I dag har jeg vært i full gjødsel 4 sammen med to fagmenn. Arbeidsgiveren viste oss en lekkasjer i 1. etasje og en lekkasje i 3. etasje. Da skulle jeg stå brannvakt, mens sveiseren skulle sveise igjen lekkasjen og sveise enda en liten bit med metall oppå. Dette var da for å være helt sikker på at det skulle bli helt tett.
Vi startet på lekkasjen i 3. etasje
Før jobben startet skreiv jeg PSJA (Personlig Sikker Jobb Analyse), dette gjorde også de andre fagmennene. Vi la alle PSJA sammen med arbeidstillatelsen, for å ha en dokumentasjon for at det ble skrivet PSJA. Fagmannen oppdaget at røret ikke var helt tomt, da kontaktet han en av personen fra kontroll rommet i full gjødsel 4. Han så på det og sa at han ikke klarte å stenge av vannet helt. Det gjorde at sveiseren fikk en tøff jobb med å tette lekkasjen, men det gikk problem fritt.
Lekkasje nummer 2
Denne lekkasjen var på en kobling mellom et stort rør og et mindre rør. Da jeg hadde flyttet alt utstyret som sveiseren trengte, begynte han å sveise. Jeg sto brannvakt, for å sørge for at det ikke begynte å brenne noen steder. Han fortsatte å sveise til koblingen var tett. Dermed dro vi hjem.
Fredag, 26.9.2013
Startet dagen med at jeg fikk vite at jeg skulle være med Fagmannen. Arbeidsgiveren viste oss at vi skulle lage et rør fra en tank til rør som ved siden av, i 17. etasje. Jeg og fagmannen målte og tente røret som vi trengte, og hentet en rød arbeidstillatelse som er for varme arbeid. Vi gikk til verkstedet, der jeg kuttet og lagde fuger til rørene. Mens fagmannen sveiset alt sammen. Det var også en flens på røret som fagmannen dreide litt av i dreiebenken. Vi trykktestet røret med vann til 50 bar. Når en fra røntgen avdelingen kom og godkjente at det ikke var noen lekkasjer, kunne vi dra tilbake til full gjødsel 4 og montere røret. Jeg var brannvakt mens fagmannen sveiset rørene samme. Da han var ferdig med å sveise, skrudde jeg flensen på tanken. Det var A4-bolter som er syrefaste. Boltene var også av 8.8 kvalitet. Det ble ikke strammet med en momentnøkkel, bare så hardt vi klarte.
Torsdag, 26.9.2013
I dag har jeg vært i full gjødsel 4 sammen med to fagmenn. Arbeidsgiveren viste oss en lekkasjer i 1. etasje og en lekkasje i 3. etasje. Da skulle jeg stå brannvakt, mens sveiseren skulle sveise igjen lekkasjen og sveise enda en liten bit med metall oppå. Dette var da for å være helt sikker på at det skulle bli helt tett.
Vi startet på lekkasjen i 3. etasje
Før jobben startet skreiv jeg PSJA (Personlig Sikker Jobb Analyse), dette gjorde også de andre fagmennene. Vi la alle PSJA sammen med arbeidstillatelsen, for å ha en dokumentasjon for at det ble skrivet PSJA. Fagmannen oppdaget at røret ikke var helt tomt, da kontaktet han en av personen fra kontroll rommet i full gjødsel 4. Han så på det og sa at han ikke klarte å stenge av vannet helt. Det gjorde at sveiseren fikk en tøff jobb med å tette lekkasjen, men det gikk problem fritt.
Lekkasje nummer 2
Denne lekkasjen var på en kobling mellom et stort rør og et mindre rør. Da jeg hadde flyttet alt utstyret som sveiseren trengte, begynte han å sveise. Jeg sto brannvakt, for å sørge for at det ikke begynte å brenne noen steder. Han fortsatte å sveise til koblingen var tett. Dermed dro vi hjem.
Fredag, 26.9.2013
Startet dagen med at jeg fikk vite at jeg skulle være med Fagmannen. Arbeidsgiveren viste oss at vi skulle lage et rør fra en tank til rør som ved siden av, i 17. etasje. Jeg og fagmannen målte og tente røret som vi trengte, og hentet en rød arbeidstillatelse som er for varme arbeid. Vi gikk til verkstedet, der jeg kuttet og lagde fuger til rørene. Mens fagmannen sveiset alt sammen. Det var også en flens på røret som fagmannen dreide litt av i dreiebenken. Vi trykktestet røret med vann til 50 bar. Når en fra røntgen avdelingen kom og godkjente at det ikke var noen lekkasjer, kunne vi dra tilbake til full gjødsel 4 og montere røret. Jeg var brannvakt mens fagmannen sveiset rørene samme. Da han var ferdig med å sveise, skrudde jeg flensen på tanken. Det var A4-bolter som er syrefaste. Boltene var også av 8.8 kvalitet. Det ble ikke strammet med en momentnøkkel, bare så hardt vi klarte.
Korrosjon
Korrosjon er det generelle navnet på fenomenet oksidasjon av metaller, og kan oppstå på metallene når de
kommer i kontakt med vann. Vi kunne si at korrosjon er det samme som rust eller irr, var det
ikke for at disse to alminnelige norske ordene er reservert for metallene jern og kobber. Når jern
korroderer, sier vi at jernet ruster. Når kobber korroderer, sier vi at
det irrer. Korrosjon er et enormt problem blant annet i offshoreindustrien, og store pengesummer blir hvert år satt av
til inspeksjoner og utbedringer som følge av korrosjon. Korrosjonsproduktet er
en blanding av oksider og salter av originalmetallet.
Det er to hoved korrosjoner som er "sur" korrosjon og "søt" korrosjon.
"Søt" korrosjon er
korrosjon som oppstår av CO2-gass i for eksempel olje/gass-rør. "Sur" korrosjon er korrosjon
som oppstår av H2S-gass i for eksempel olje/gass-rør.
Oksidet legger seg oppå som et
belegg. Innsiden blir da spart, og et skall av oksider blir dannet.
Det er flere forskjellige korrosjonstyper som kan oppstå, noen av
dem er:
Punktkorrosjon
Dette er en korrosjonstype som
gir korrosjon i små punkter på materialet. Denne formen er vanskelig å oppdage,
men kan likevel gi store skader, da korrosjonen kan være stor inne i metallet,
men bare se ut som et lite hull i overflaten.


Bildene viser hvordan punktkorrosjon dannes i metallet og kan lage store tomrom.
Galvanisk korrosjon; dette er en type korrosjon som oppstår når
et edelt metall er i kontakt med et uedelt metall. Det edle metallet vil i
dette tilfellet opptre som en katode, mens det uedle vil opptre som en anode. Denne
korrosjonsformen kan motvirkes ved at man maler det edleste metallet, slik at
katode/anode-effekten ikke oppstår. Det er også viktig at det edleste
(katodiske) metallet ikke har mye større areal enn det uedleste (anodiske).
Almen el. Generell korrosjon er den mest vanlige korrosjonstypen, som gir
en jevn korrosjon over hele materialet. Dette er en korrosjonsform som er enkel
å kontrollere og enkel å motvirke.
Uniform korrosjon/jevn er den vanligste typen korrosjon og gir en
jevn korrosjon over hele metallet. Denne typen er også relativ lett å måle.
Materialer som er utsatte for denne korrosjonsformen har i tillegg til å være
relativt homogene, en tendens til å ikke kunne lage en overflatefilm i det
aktuelle miljøet.
Dette
resulterer i at det er denne typen korrosjon som gir størst reduksjon i vekt.
Men den er likevel ikke å oppfatte som en av de farligste formene. Dette fordi
tykkelsesreduksjonen relativt lett ved enkle forsøk kan fastlegges. Det er ofte
tilgjengelige vernetiltak som effektivt reduserer korrosjonshastigheten til et
akseptabelt nivå.

Uniform korrosjon er den type korrosjon som skjer over hele metallet, med en jevn fart.
Galvanisk korrosjon Galvanisk korrosjon oppstår når et edelt
metall er i kontakt med et "uedelt metall" (mindre edelt). Då vil det
edle metallet opptre som en katode, mens det andre som en anode.
Spenningsrekken avgjør hvilke metaller som er edle eller uedle. Eks.: Sink er mindre
edelt metall enn stål og blir ofte brukt som anodisk beskyttelse (en
offeranode). Et godt og vanlig eksempel på galvanisk korrosjon er også
messingdeler som er i kontakt med varmtvanns rør i et hus.
Erosjons korrosjon Erosjons korrosjon oppstår som regel når det
oppstår bevegelse mellom metall og korrosjons-mediet. I ekstreme tilfeller kan
for eksempel faste bestanddeler i en væske rive ut partikler fra sjølve
metallet og gi plastisk deformasjon på metalloverflata, og metallet kan då bli
enda mer aktivt. Resultatet er ofte grøfter eller groper med et mønster bestemt
av strømretningen og lokale strømningsforhold. Spesielt utsatt for denne typen
korrosjon er rør, pumper, dyser, ventiler osv.
På bildet
kommer det frem hvordan erosjons korrosjon river ut partikler fra metallet og
lager store hull.
Spaltekorrosjon oppstår i så trange sprekker at væska
trenger inn, og at den blir stående i ro der. Denne typen korrosjon oppstår
vanligvis innunder flenspakninger, nagle- og skruehoder og malingskanter osv.
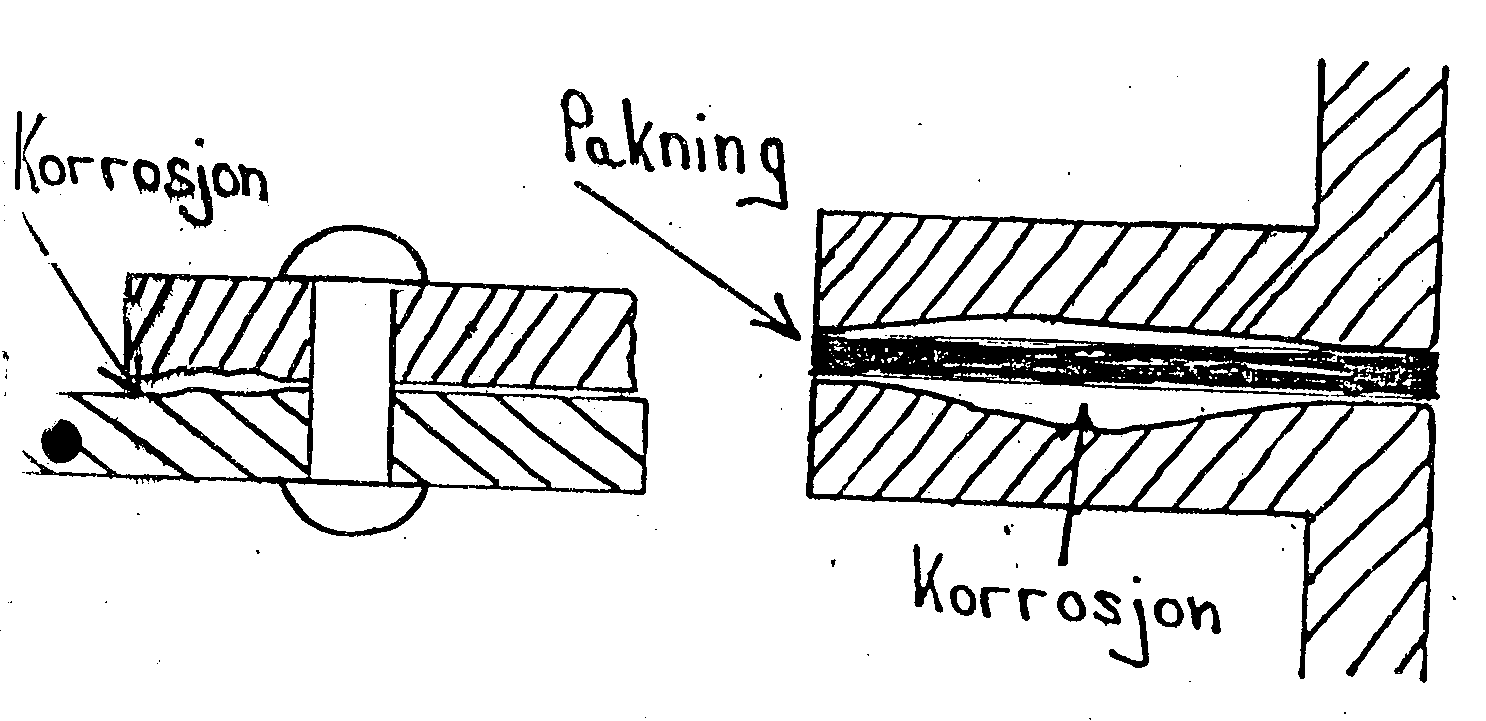
På bildene blir det vist hvor spaltekorrosjon muligens befinner, og hvordan det kan se ut.
Interkrystallinsk korrosjon er lokalisert angrep på eller ved
korngrensene med relativt lite angrep på overflata ellers. Dette er en særs
farlig fordi sammenhengen mellom korna kan bli så dårlig at strekkrefter ikke
kan overføres, materialets seighet blir sterkt nedsatt på et relativt tidlig
tidspunkt, og brudd kan oppstå uten forvarsel.

Selektiv korrosjon Selektiv korrosjon oppstår i legeringer der
metallene har ulik edelhet. Det fører til at det minst edle metallet tæres ut.
En får da et porøst material med liten styrke og svært dårlig duktilitet.
Spenningskorrosjon Spenningskorrosjon blir definert som
sprekkdannelser som følge av statiske strekkspenninger og korrosjon.
Strekkspenningene kan ofte skyldes ytre belastning, sentrifugalkrefter eller
temperaturvariasjoner. Men kan også oppstå som følge av indre spenninger som
kan skrive seg fra kaldbearbeiding, sveising eller varmebehandling.

{kind=link}
Tørr korrosjon Tørr korrosjon kalles også atmosfærisk
korrosjon, dvs at metallet ikke har direkte kontakt med en væske. Det vil
likevel dannes væskefilmer på overflaten slik at ioner kan dannes og videre
inngå i korrosjonsprodukter.
For våtkorrosjon er metallet i et væskemiljø, hvor ioner lett
kan ledes til og fra overflaten til metallet. Korrosjonshastigheten er som
regel mye høyere ved våt korrosjon.
For å
motvirke korrosjon kan man male metallet, eller man kan behandle det med andre
overflatebehandlinger. Videre kan man benytte seg av offeranoder (eller sinkanoder, fordi de ofte er laget av
sink, som er et veldig anodisk og uedelt metall)
i f.eks. offshore-løsninger. Påtrykt spenning er en tredje metode for å
beskytte seg mot korrosjon.
De metallene
som er mest motstandsdyktige mot korrosjon er titan og gull. Titan kan sammenlignes med det beste
rustfri stål, mens gull ikke blir påvirket av luft, vann eller syrer - med
unntak av fritt klor. Videre blir det blant annet i offshoreindustrien benyttet
en del rustfritt stål, som for
eksempel 316-stål, 6 Mo-stål og 25 Krom-stål, men disse er ikke like
motstandsdyktige som titan på alle områder.
Korrosjon
fører til at metaller mister sin hardhet og duktilitet (flytespenning). Videre kan stor korrosjon
føre til sprekker og store groper, noe som naturlig nok kan føre til brudd i
metaller og strukturer.
Videoer:
I denne videoen blir det forklart (på en annen måte) hva korrosjon er, og metoder for å motvirke korrosjon.
http://www.youtube.com/watch?v=sRuQKbHiKq0
Mens i denne videoen blir det forklart hvordan man kan motvirke korrosjon i lange rør.
http://www.youtube.com/watch?v=PPTBZXlvBS4
Kilder:
Egne notater
bilde(kilden står under bildet)
Abonner på:
Innlegg (Atom)